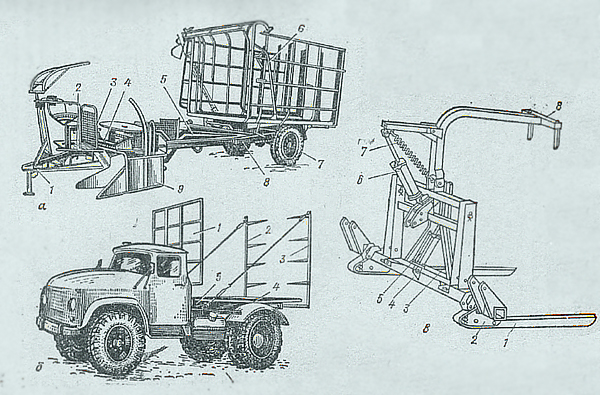
Рис. 1. Машины для сбора и перевозки тюков и рулонов: Обзор конструкций машин и приспособлений для сбора, погрузки и транспортировки прессованного сена. В систему машин для производства прессованного сена в тюках включены гидравлический укладчик тюков ГУТ-2.5А и транспортировщик штабеля тюков ТШН-2,5А. Кроме того, для подбора и погрузки в транспортные средства прессованного сена в тюках используется метатель тюков МТ-1, а в рулонах — приспособление ППУ-0,5. Укладчик тюков (рис. 2, а) ГУТ-2,5А представляет собой тележку, рама 8 которой опирается на колесный ход с пневматическими колесами 7. Третьей точкой опоры тележки служит прицеп трактора. На раме смонтированы подборщик 9, платформа 4 с поперечным транспортером, платформа-подъемник 5, задняя платформа 6, площадка 2 для рабочего, выносные гндроцилиндры и рычаги 3 управления ими. При движении машины тракторист направляет агрегат так, чтобы тюки, расположенные на поверхности поля, попадали между боковинами подборщика. Пальцами подборщик поднимает тюк и передает его па поперечный транспортер платформы. Когда на приемной платформе оказывается два тюка, рабочий с сиденья одним из рычагов управления поворачивает платформу на 90", и тюки ложатся на край платформы-подъемника 5. Очередными парами тюков, находящимися уже на платформе 5, тюки сдвигаются к задней платформе 6. Когда па платформе-подъемнике 5 оказывается восемь тюков, рабочий с сиденья перемещает их на заднюю платформу, где формируется штабель из 72 тюков. Сформированный штабель транспортируют к месту разгрузки. Здесь включают гидроцилиндр сталкивающего механизма, и штабель выгружается из машины. Машина агрегатируется с тракторами МТЗ всех модификаций. Рабочие органы приводятся в действие от ВОМ трактора; рабочая скорость до 9 км/ч. Транспортировщик штабеля (рис. 1, б) ТШН-2.5А согласован по грузоподъемности (2,5 т) с подборщиком-тюкоукладчиком ГУТ-2.5Л. Выполнен в виде приспособления, устанавливаемого на шасси автомобиля-самосвала ЗИЛ-ММЗ-555. Состоит из раздвижной платформы 4, двух захватов 2 и 3 и передней стенки 1. Управляет погрузкой и разгрузкой штабеля водитель из кабины, воздействуя на гидроцилиндры. При погрузке штабеля платформу переводят в вертикальное положение, а захваты раздвигают до отказа. Затем подают машину задним ходом вплотную к штабелю, опускают подвижную часть платформы, захваты подводят под штабель так, чтобы их зубья полностью вошли в нижнее основание штабеля. Наклоняют платформу примерно па 45°, чтобы штабель уложился на ней. После прижатия штабеля к передней стенке опускают платформу со штабелем на подрамник автомашины и закрепляют фиксаторами. Время погрузки и разгрузки составляет примерно 5-6 мин. Метатель тюков МТ-1 предназначен для подбора и погрузки тюков сена в транспортные средства. Он работает в агрегате, состоящем из трактора класса тяги 9-14 кН и прицепов типа 2ПТС-4. Основным рабочим органом метателя являются вилы, которыми управляет тракторист из кабины трактора. При движении агрегата вдоль ряда тюков вилы захватывают их и забрасывают в прицеп, присоединенный к раме метателя. Расчетная производительность агрегата при рабочей скорости до 9 км/ч составляет до 10 т/ч. Агрегат работает нормально при массе тюка сена не более 30 кг и длине не более 800 мм. Приспособление ППУ-0,5 (рис. 1, в) используется для подбора рулонов сена или соломы, сформированных машиной ПРП-1,6, и погрузки их в транспортные средства. Может быть применен и для укладки рулонов в штабеля. Работает как дополнительное оборудование к копновозу КУ11-10 или к погрузчику ПФ-0,5. Приспособление может быть навешено по трехточечной схеме на трактор класса тягн 9-14 кН, а также на копновоз КУН-10 или погрузчик ПФ-0,5. К раме 4 прикреплены пальцы 1 и прижим 8. Последний связан с рамой шарнирно, подпружинен и приводится в действие гидроцилиндром 6. На раме смонтирован сталкиватель 3, который приводится в движение гидроцилиндром 5. Расстояние между пальцами можно изменить перестановкой кронштейнов 2 на раме. Предусмотрены эти положения пальцев с расстояниями между ними 840, 960 и 1080 мм для рулонов с диаметрами от 1000 до 1500 мм. При монтаже приспособления на копиовоз КУН-10 или погрузчик ПФ-0,5 на заднюю навеску трактора устанавливают ковш с балластом соответственно 600 или 900 кг. Подготовка машин к работе и основные регулировки. Сложный вязальный аппарат и разветвленная система передач, а также большие нагрузки на детали и узлы пресс-подборщиков требуют тщательной подготовки их к работе и настройки применительно к состоянию валков сена. Подготовка пресс-подборщика к работе включает следующие операции: проверку комплектности машины и технического состояния всех узлов и деталей; присоединение к трактору и установку контрольной сигнализации об обрыве и окончании проволоки и зарядку вязального аппарата проволокой; настройку и регулировку рабочих органов; обкатку агрегата вхолостую и на пробных проходах под нагрузкой. Проверять комплектность пресс-подборщика, правильность сборки и состояние всех узлов надо тщательно и последовательно. Одновременно нужно контролировать надежность креплений и предохранительных устройств. Особое внимание надо обращать па состояние деталей вязального аппарата и на затяжку гаек и болтов передаточных механизмов. Для проверки проворачивают маховик рукой так, чтобы поршень сделал 2-3 оборота, и убеждаются в нормальной работе всех механизмов. После проверки и регулировки всех предохранительных муфт и устройств настраивают пресс-подборщик на заданные условия работы. Наиболее существенной является настройка вязального аппарата. Настроечные регулировки аппарата проволочной вязки следующие. 1. Регулировка положения игл и упора поршня. В крайнем верхнем положении расстояние от центра ролика игл до наружной поверхности челюсти зажима должно быть 65-75 мм; расстояние от упора поршня до внутренней стенки прессовальной камеры — не менее 20 мм. 2. Регулировка хода игл и поршня. Ребра щели поршня должны заходить за носик иглы на 10-30 мм при входе ее в прессовальную камеру. 4. Регулировка положения крючка-предохранителя. Зазор между крючком и большим роликом иглы в момент их встречи при обратном ходе иглы должен быть 0,5-2 мм. 5. Изменение плотности тюка. Достигается сжатием пружин регулятора плотности. 6. Изменение длины тюка. При постановке сменного мерительного колеса длина тюка равна 1000 мм вместо обычной 800 мм Вязальные аппараты с вязкой шпагатом настраивают и регулируют так же, как аппараты льноуборочных машин. Основными настроечными регулировками являются: перекрытие упора собачки — перемещением кронштейна мерительного колеса; расположение игл относительно диска зажима — изменением длины тяги включения аппарата; качество вязки — пружинами клюва и зажима; зазор между ножом и противорежущей частью (не более 1мм); положение прижима шпагата — длиной тяги. Рулонный пресс-подборщик ПРП-1,6 настраивают и готовят к работе так же, как и подборщик ПС-1,6. Особое внимание следует обратить на крепление редуктора и барабана привода прессующих ремней, натяжение цепей и ремней. Предохранительную фрикционную муфту редуктора проверяют и регулируют на передачу крутящего момента 0,35-2,00 кН-м. Для регулировки используют рычаг длиной 1 м, на конец которого навешивают груз 350 Н. Плотность прессования регулируют натяжением пружин. Длина растянутых пружин при плотности прессования 150-170кг м3 должна равняться 620-630 мм. При максимальной плотности показание манометра клапана не должно превышать 4-5 МПа. Диаметр рулона регулируют вращением рычага сектора включения. При вращении его по часовой стрелке диаметр рулона уменьшается, а против часовой стрелки — увеличивается. В процессе прессования важное значение имеет качество работы обматывающего аппарата. Конец свисающего с иглы шпагата должен иметь длину 300-400 мм. Если он короче и не подается ремнями транспортера в прессовальную камеру, то регулируют ход иглы. В крайнем нижнем положении иглы расстояние от стенки прессовальной камеры до отверстия на конце иглы для выхода шпагата должно равняться 220-270 мм. Регулируют это расстояние изменением длины тяги. Обкатка пресс-подборщика проводится вхолостую 2-3 ч, вначале на малой частоте вращения ВОМ (150-200 об/мин), затем с постепенным увеличением ее до полной. Через каждые 20-30 мин выключают ВОМ, проверяют нагрев подшипников, надежность креплений и убеждаются в нормальной работе всех узлов и механизмов. Обкатку под нагрузкой проводят на подборе сравнительно ровных валков сена при плотности прессования не выше 100-120 кг м3. У тюкоукладчнка ГУТ-2.5А перед включением в работу тщательно проверяют натяжение рабочих цепей транспортера подборщика, горизонтального транспортера и втулочно-роликовых цепей; состояние канатов платформы-накопителя и давление в шинах колес; состояние тормозной системы и уровень тормозной жидкости в главном тормозном цилиндре. В машине регулируют боковой зазор в зубчатом зацеплении редуктора, положение подвижной стенки платформы и механизм сталкивания тюков. Боковой зазор зубчатого зацепления должен равняться 0,11-0,9 мм. Его регулируют прокладками и шайбами. |
 |
 |
 |
 |
 |
 |
 |

Доставка сельхозтехники и запасных частей, оросительных систем, насосов во все города России (быстрой почтой и транспортными компаниями), так же через дилерскую сеть: Москва, Владимир, Санкт-Петербург, Саранск, Калуга, Белгород, Брянск, Орел, Курск, Тамбов, Новосибирск, Челябинск, Томск, Омск, Екатеринбург, Ростов-на-Дону, Нижний Новгород, Уфа, Казань, Самара, Пермь, Хабаровск, Волгоград, Иркутск, Красноярск, Новокузнецк, Липецк, Башкирия, Ставрополь, Воронеж, Тюмень, Саратов, Уфа, Татарстан, Оренбург, Краснодар, Кемерово, Тольятти, Рязань, Ижевск, Пенза, Ульяновск, Набережные Челны, Ярославль, Астрахань, Барнаул, Владивосток, Грозный (Чечня), Тула, Крым, Севастополь, Симферополь, в страны СНГ: Киргизия, Казахстан, Узбекистан, Киргизстан, Туркменистан, Ташкент, Азербайджан, Таджикистан.
Наш сайт не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ, а носит исключительно информационный характер. Для получения точной информации о наличии и стоимости товара, пожалуйста, обращайтесь по нашим телефонам. В случае копирования, использования любого материала находящегося на сайте www.shpagat-setka.ru , активная ссылка обязательна, в случае печати – печатная ссылка. Копирование структуры сайта, идей или элементов дизайна сайта строго запрещено. Права на все торговые марки, изображения и материалы, представленные на сайте, принадлежат их владельцам.
Наш сайт не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ, а носит исключительно информационный характер. Для получения точной информации о наличии и стоимости товара, пожалуйста, обращайтесь по нашим телефонам. В случае копирования, использования любого материала находящегося на сайте www.shpagat-setka.ru , активная ссылка обязательна, в случае печати – печатная ссылка. Копирование структуры сайта, идей или элементов дизайна сайта строго запрещено. Права на все торговые марки, изображения и материалы, представленные на сайте, принадлежат их владельцам.
Нижние информационные разделы
Главная > Нижние информационные разделы > Обзор конструкций машин и приспособлений для сбора, погрузки и транспортировки прессованного сена
Обзор конструкций машин и приспособлений для сбора, погрузки и транспортировки прессованного сена
| Общее устройство и рабочий процесс пресс – подборщика | Особенности устройства и рабочего процесса рулонного пресс – подборщика | Технические характеристики современных пресс – подборщиков |
| Устройство основных частей пресс – подборщика | Обзор конструкций машин и приспособлений для сбора, погрузки и транспортировки прессованного сена |
ООО «НТА» - Поставка расходных материалов и запасных частей для пресс-подборщиков Claas Krone Kuhn Kverneland Vicon Mascar Welger Pottinger Wolagri Feraboli Sipma Klever Laverda (сетки, сеновязальный шпагат, пленка для обмотки тюков).